
A key material in the industrial sector, steel stands out for its unique balance of hardness, ductility, thermal conductivity, and corrosion resistance — properties that vary depending on its composition.
As a ferrous-carbon alloy enriched with additional elements, it offers a high level of adaptability through heat treatments (quenching, tempering, annealing) and the addition of alloying elements to optimize performance according to application requirements.
Depending on steel hardness, surface finish, production environment, or the expected type of marking (Data Matrix, serial number, deep marking…), SIC MARKING offers several families of engraving machines for steel:

The selection of engraving technology for industrial steel parts is based on several criteria: hardness, surface finish, composition, thickness, thermal sensitivity, and the expected level of contrast.
Its homogeneous surface, excellent absorption of the laser beam, very high impact resistance for dot peen marking, and wear resistance for scribing make it an ideal material for the most demanding marking applications.
Steel therefore ensures optimal readability of DataMatrix or QR codes, high durability in harsh environments, and compatibility with all surface finishes.
Steel Hardness
Surface Finish
Steel Composition
Part Thickness
Thermal Sensitivity
Expected Contrast
Steel is suitable for all types of permanent marking: alphanumeric, 2D codes (Data Matrix), QR, barcodes, logos, or deep markings.
The choice of steel marking technology depends on the application and any post-marking treatments (painting, galvanization, machining).
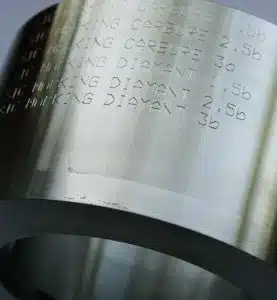
Laser engraving on steel provides high resolution, dot peen marking ensures excellent marking durability, and steel scribing allows for deep, long-lasting markings.
Alphanumeric markings are the foundation of industrial traceability: serial numbers, batch numbers, part identifiers, internal references, or variable data such as date, time, or counters. Serial numbers typically range from 6 to 12 characters, while internal references range from 4 to 10.
Generally, 2 to 5 mm characters are used for comfortable human reading, and smaller sizes (0.3 to 1 mm) for automatic reading systems.
In practice, laser marking is commonly used for Data Matrix marking; the laser remains the reference solution for marking steel after painting and for compliance with DPM requirements on specific parts.
When choosing a steel marking technology, factors considered include surface condition (polished, brushed, painted), part thickness, and integration with vision systems and ERP.

ECC200 Data Matrix codes, widely used in automotive, aerospace, and pharmaceutical sectors, allow encoding large amounts of information in a very small space (2 to 10 mm).
Properly configured, they remain readable even after painting or galvanization, with modules generally ≥0.25 mm to ensure reliable reading.
On steel, their performance is excellent: thousands of parts can be marked with read rates exceeding 99%. In production, these codes integrate directly with control systems and tracking tools such as MES, facilitating logistics and maintenance.
Less commonly used than Data Matrix, QR codes are preferred when smartphone or tablet reading is desired. Their high capacity (up to over 4,000 characters) allows direct encoding of URLs and detailed information.
1D barcodes remain widely used for linear identification of steel parts, particularly in logistics and spare parts management.
The most common formats are Code 128, Code 39, and EAN, capable of encoding 10 to 20 characters. Laser engraving on steel with a line thickness of 0.15 to 0.25 mm generally ensures reliable reading.
They are well suited for assembly lines equipped with short-range fixed readers. Laser marking allows rapid marking (up to 1–2 codes per second), while dot peen, though slower, provides better durability in abrasive environments.

For applications where durability is critical, deep marking is the preferred solution: it remains legible after machining, painting, sandblasting, or galvanization.
In the automotive sector, deep marking is primarily used for VIN on chassis, where continuity and depth of the mark are essential for compliance and anti-fraud purposes.
In structural steel and offshore, beams and flanges are deeply marked to remain readable after sandblasting and painting, while resisting thermal cycles and corrosion.
The railway and machine tool sectors also use deep marking for forged parts and safety components, with minimum depths specified in technical requirements. These robust markings ensure long-term traceability and prevent costly replacements.
In practice, the choice of permanent steel marking technology depends on constraints: engraving is favored for forged parts exposed to sandblasting, while dot-peen marking is suitable for painted parts.
The choice also depends on the application: pictograms that must remain visible after painting are often produced using dot-peen marking, while compliance symbols require precision and contrast via laser marking.
Steel, thanks to its robustness, hardness, and dimensional stability, is perfectly suited for permanent marking using laser engraving, dot-peen marking, or mechanical engraving. These steel marking technologies ensure long-lasting readability even in harsh environments while meeting the compliance requirements of the automotive, aerospace, railway, energy, medical, and defense sectors.
Depending on the requirement, the marking can be very deep, high-contrast, or extremely fine to accommodate industrial constraints.




Explore our flagship marking equipment for laser, micro-percussion, or engraving, including Portable Machines, Integrable Modules for Production Lines, or Standalone Marking Stations.
Contact Us
Need more information?
Get in touch with one of our experts!





